

为了让您更地了解我们的焊管无缝钢管就近发货产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:焊管无缝钢管就近发货的图文介绍

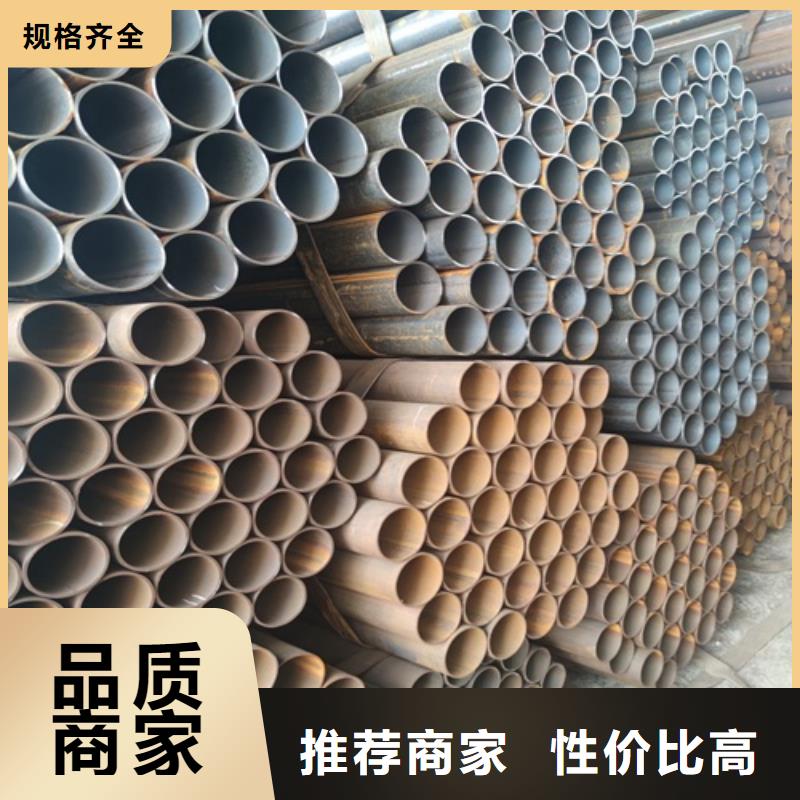
华尔网焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。


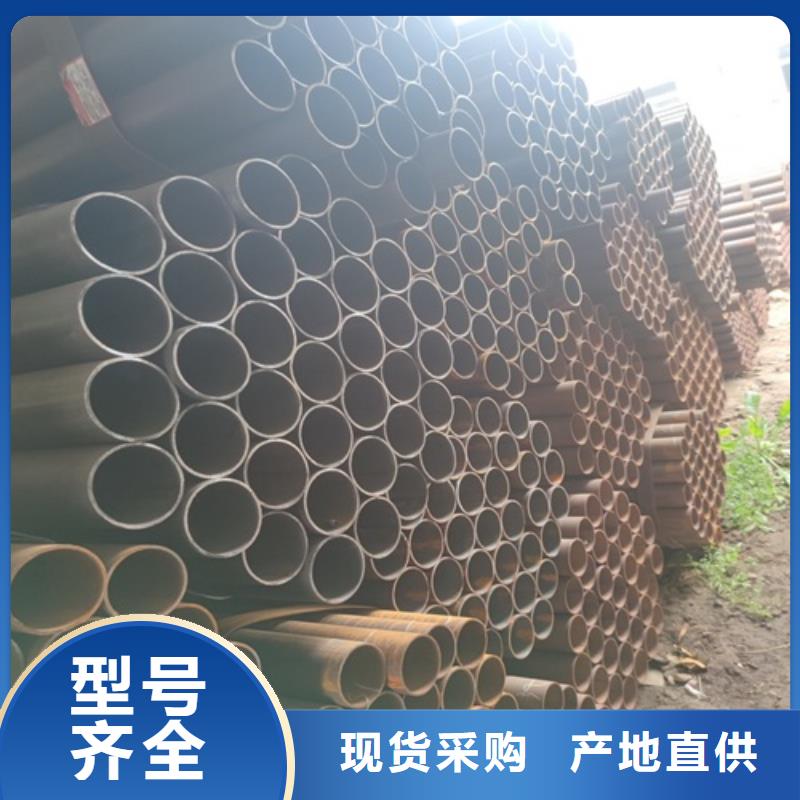
Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。



鹏鑫钢铁有限公司成立于2012年.位于四川眉山工业园内.是一家专业生产加工、制造的 四川眉山无缝钢管厂家,主要产品有: 四川眉山无缝钢管,公司一贯坚持“质量,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的 四川眉山无缝钢管产品,良好的信誉,优质的服务, 四川眉山无缝钢管产品畅销全国近三十多个省、市、自治区。


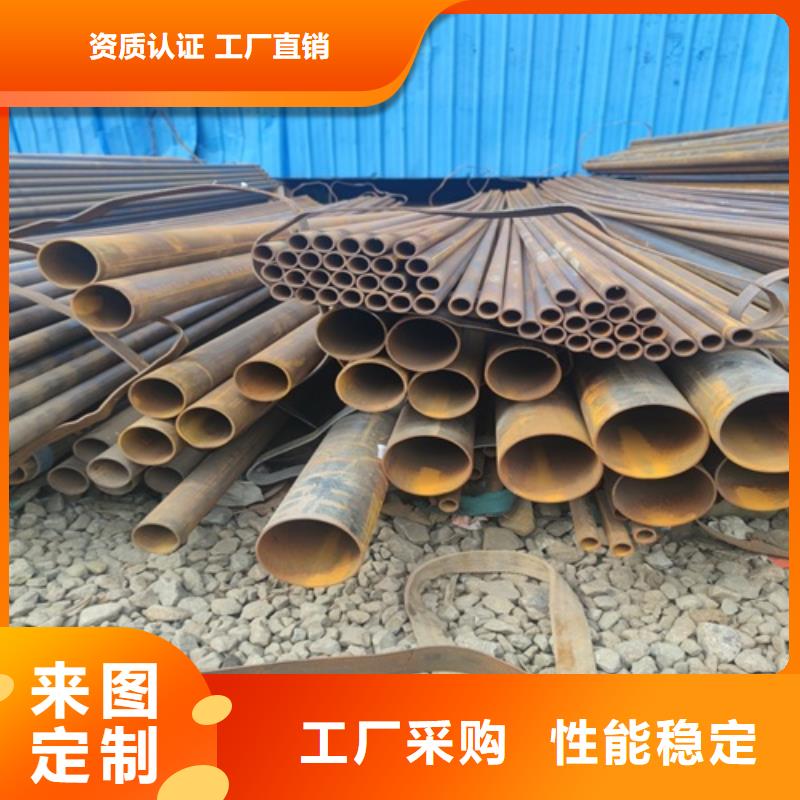
华尔网高频焊管跟直缝焊管的区别? 一、性质不同 1、华尔网高频焊管:是热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的产品。 2、华尔网直缝焊管:包括双面埋弧焊直缝焊管和高频电阻焊,高频电阻焊的英文简称erw,埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。 二、材质不同 1、华尔网高频焊管:高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。 2、华尔网直缝焊管:直缝焊管材质主要有,及等管线钢系列。直缝焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 三、特点不同 1、高频焊管:外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊管与埋弧焊管的焊接方式有显著的不同。由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式。 2、直缝焊管:直缝焊管的长度主要分为定尺和不定尺,这主要根据客户的要求,长度一般在6-14米,大口径的直缝焊管可能需要两个钢板进行卷制这也形成了双焊缝。

